































織物は多くの職人が手を取り合い
生み出されています。
織物と織物の工程
山梨ハタオリ産地では、
多彩な素材や技術に対応して分業のシステムが形作られました。
沢山の職人が関わることで生まれる織物の工程をご紹介いたします。
1.織物とは?
織物は、タテ糸とヨコ糸が垂直に交差した平面状の生地を指す言葉です。織物を構成するタテ糸とヨコ糸の交差のしかたは織物組織(おりものそしき)と呼ばれ、それを白黒の図で表したものを組織図(そしきず)といいます。ほとんどの織物は、3つの基本的な組織である、三原組織からできており、どんなに複雑な織物も三原組織の変化形で構成されています。
2.織物組織について
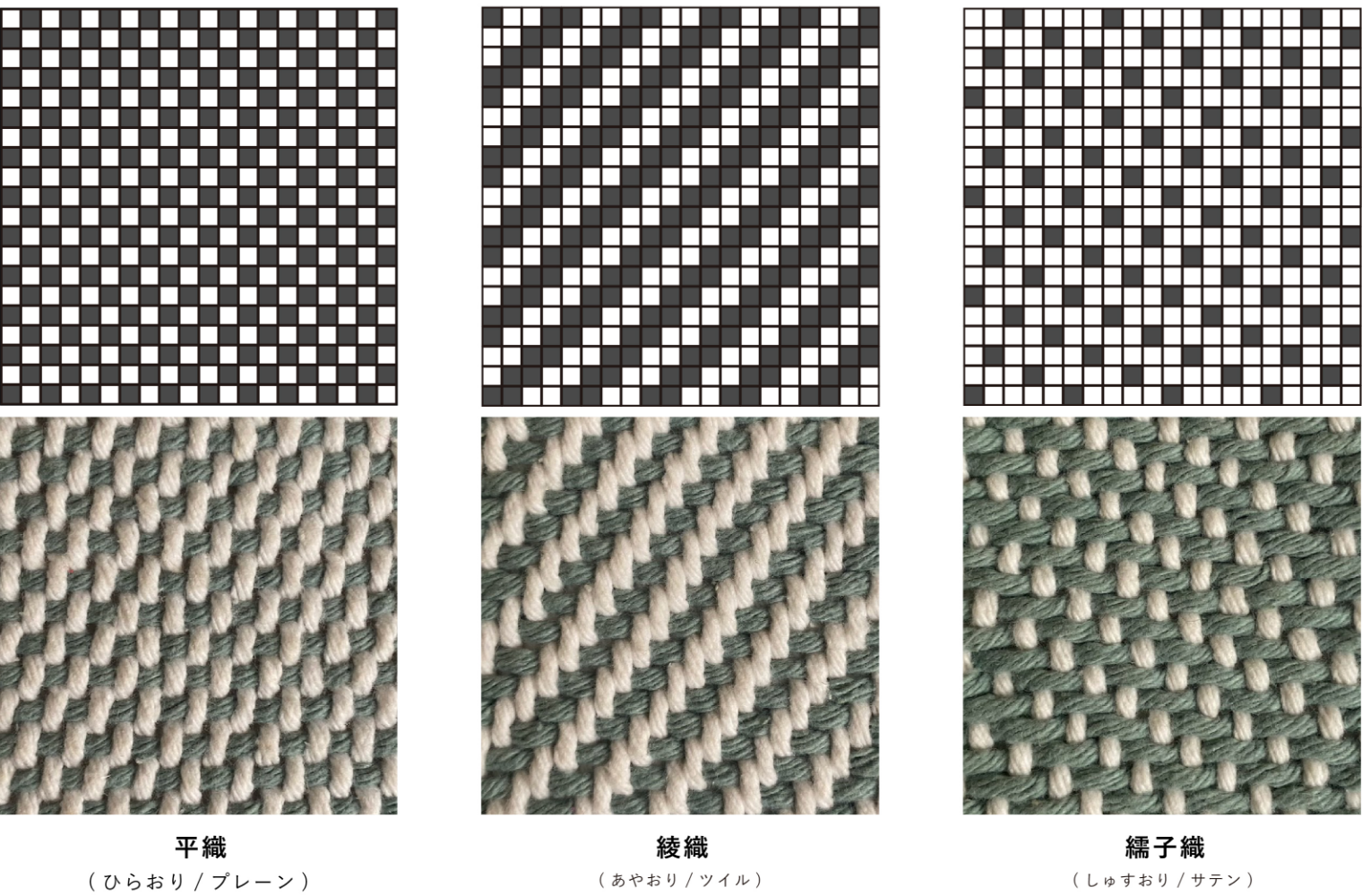
①平織(ひらおり/プレーン)
織物の中でももっとも単純な構造で、ヨコ糸とタテ糸が1本おきに交差する織物組織です。帆布、ガーゼ、オーガンジーなどに使用されます。
②綾織(あやおり/ツイル)
斜めの畝が特徴的な織物組織で、平織より分厚く柔らかく織ることができます。デニムやウールコート地などに使用されます。
③朱子織(しゅすおり/サテン)
糸が交差する点が目立ちにくい織物組織です。糸が飛んで組織されているため、糸の質感や色が直接的に織物になりやすく、ドレス地やネクタイ地などに使用されます。
3.織物に使われる繊維の種類と特徴
織物の原料となる糸の繊維は、大きく分けると植物や動物の毛などを利用した「天然繊維」と人工的に作った「化学繊維」の2種類になります。また、絹などの途切れ目のない繊維を長繊維(フィラメント糸)といい、綿や羊毛などの短い繊維を短繊維(スパン糸)といいます。繊維の形状や種類により、布の風合いや機能が大きく異なるので、織物の用途に合わせて繊維を使い分ける必要があります。
(1)天然繊維
植物性

①綿(めん、コットン)
ふわふわな綿花から取れる繊維で衣類の中で身近な素材です。吸湿性があり柔らかく、T シャツなど肌に直接触れる衣服の素材として多く使われています。

②麻(あさ、リネン、ヘンプ、ラミーなど)
植物の靭皮繊維や葉脈繊維から作られる繊維の総称。世界中には様々な麻の種類が存在します。吸湿・速乾性に優れ、天然繊維の中でも最も強度があります。
動物性

①羊※(ようもう、ウール)
繊維に波状の縮れがあり表面が鱗状になっているため空気を含み、吸湿性に優れています。水をよく弾くため汚れがつきにくく、汗をかいても蒸れにくいので快適に着用出来ます。※JISでは羊毛など獣毛全般を「毛」と表記します

②絹(きぬ、シルク)
蚕の繭から糸を引き出した繊維です。他の繊維にはない優雅な光沢としなやかな肌ざわりが特徴で独特な弾力性があり「絹鳴(きぬなり)」といわれる特有の音が鳴ります。
【織物豆知識】四大文明と四大天然繊維
私たちの身の回りにある四大天然繊維「羊」「麻」「綿」「絹」は、有史以前から人類が利用してきました。そして、この四大天然繊維は四大文明の形成の中で、豊富な水源となる大河の存在と同じくらい重要な役割を果たしてきました。衣服や住居に使われる繊維の生産は文明の発展に必要不可欠な要素であり、密接に関連します。メソポタミア文明、エジプト文明、インダス文明、中国文明、これらの文明を築いた人々の暮らしや地理的要素に着目しながら、繊維がどのように育まれたかを紐解いてみましょう。

①メソポタミア文明と古代の「羊」
メソポタミアとはギリシャ語で「川の間」という意味があり、チグリス川とユーフラテス川の間に位置する、とても豊かな土地で文明が発達しました。羊はこの頃から家畜化され、食肉の他、衣料品やテントなどの素材に羊毛を使用し、人類発展の歴史になくてはならない存在となりました。
②エジプト文明と人類最古の繊維「麻」
およそ3万年前のグルジア共和国の堆積物層から人々が使用していたと思われる亜麻( リネン)の繊維が出土しており、世界最古の繊維とされています。ピラミッド内部の壁画にも亜麻を収穫する風景が描かれ、ミイラを巻く布や衣料品などの様々な用途に使われていました。

③インダス文明と人々を魅了した「綿」
インダス文明では、綿の生産が重要な産業でした。地域の気候と土壌は綿栽培に最適で、綿織物は広く愛用されており、綿栽培の痕跡は数多くの遺跡から発見されています。綿織物は交易の基盤となり、文化的な交流を促進させました。インドでは今もなお高級綿の生産を行っています。

④中国文明と魅惑の素材「絹」
蚕が吐き出す糸を束ねて作られる絹は、その美しい光沢から貴族や王族に非常に重宝されました。また、絹の生産と交易は「シルクロード」の形成を促し、世界の交易に多大な影響をもたらしました。絹作りの技術は長い間秘密とされ、人々を魅了する繊維として扱われてきました。
(2)化学繊維
人工的に作られた繊維の総称。石油を原料とする合成繊維(ポリエステル・ナイロン・アクリルなど)、木材などから精製する再生繊維(キュプラ・レーヨンなど)、天然の素材と化学物質を結合させて天然のセルロース原料を化学薬品を用いて部分的に改質させた半合成繊維(アセテート・トリアセテートなど)、鉱物のような無機物を原料とする無機繊維(グラスファイバー・カーボンファイバーなど)の4種類に分けられます。化学繊維は繊維の形状や機能的な付加価値を素材の中に入れ込むことができる為、アウトドア製品や高機能商品の素材として使われることが多く、その他にもトウモロコシを原料に使った繊維やクモの糸を人工合成した特殊な繊維なども開発されています。
山梨が得意とする糸「ベンベルグ」
裏地の織物産地でもある山梨ハタオリ産地では、天然由来の再生繊維「ベンベルグ(キュプラ)」が多く使われています。「ベンベルグ」は旭化成が商標登録したキュプラのブランドで、コットンリンターとよばれる綿花から綿を採取した後に残る短い繊維を集めて再生した、天然由来のサステナブルな糸です。静電気を抑えて衣服の温度をコントロールする効果があるので、テキスタイルの素材として重宝されています。

ベンベルグ6つの特徴
①なめらかな肌触り
繊維の断面が真円に近く摩擦抵抗が低いので、すべすべとした肌触りの織物を作ることが出来る繊維です。
②静電気を抑制
繊維内の水分を介して空気中へ静電気を逃すので、制電性に優れています。ほこりや花粉の付着も防ぎます。
③乾きやすい繊維
小さな水分の通り道が多いので、衣服の湿気をすばやく吸い取り、外側に水分を放出する効果があります。
④夏は涼しい
熱伝導率がとても高く、水分を介して肌の熱をすばやく外へ逃がしてくれるので、夏場はひんやり感じます。
⑤冬は暖かい
水分エネルギーを熱に変えて発熱するので、熱を逃がしにくい素材と組み合わせると暖かさを生み出します。
⑥繊維の奥まで濃く染まる
繊維の中に小さな水分が通る道が多く染料を速く吸い上げるので、短時間で濃く染めることができます。
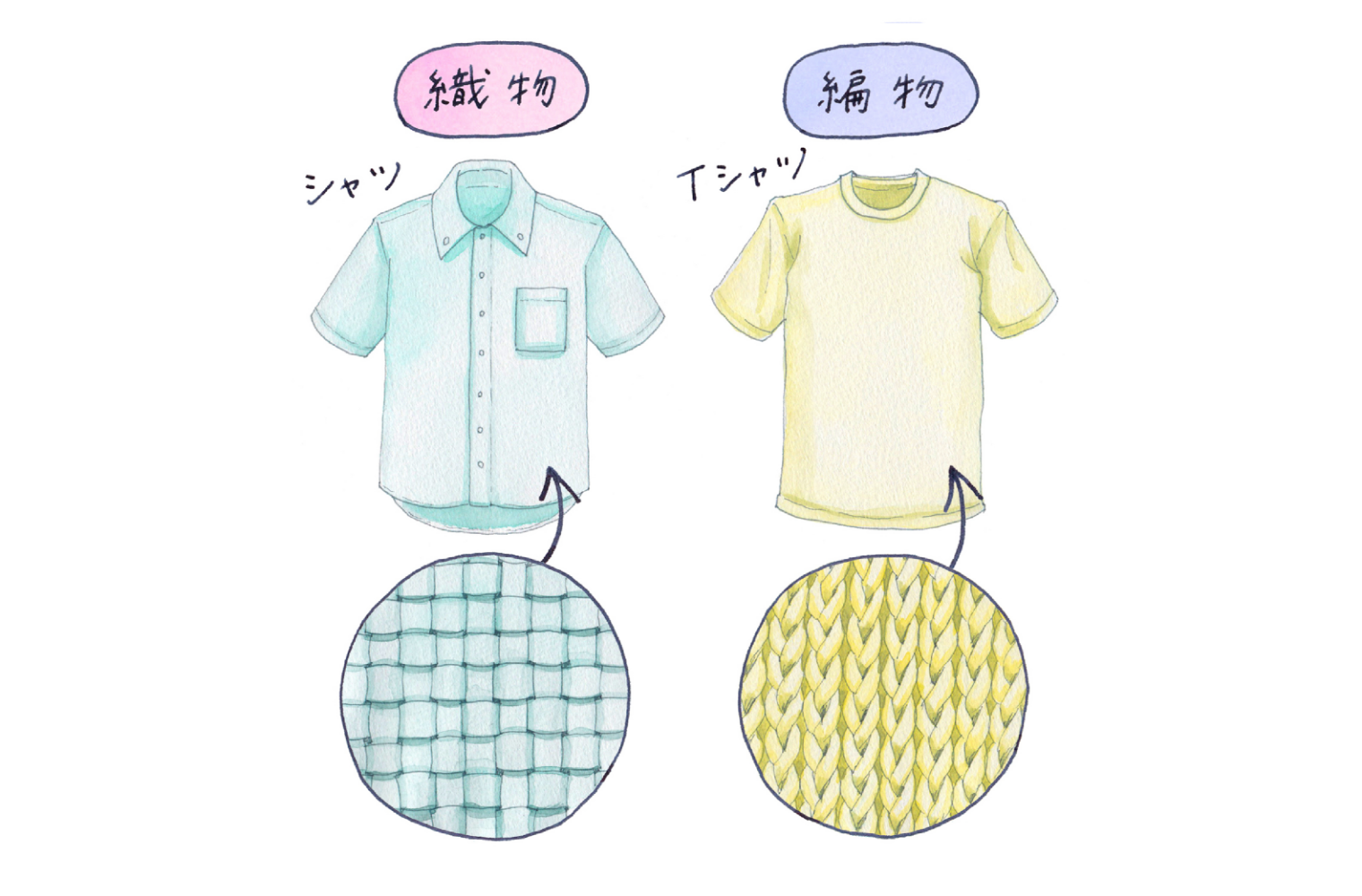
4.織物以外のテキスタイル
糸や繊維で作る生地を「テキスタイル」といいます。みなさんがまず最初に思い浮かべるテキスタイルは衣服かもしれません。しかし、傘やバッグなどの雑貨、ソファやカーテンなどのインテリア、乗り物の内装にもテキスタイルが使われている他、船や飛行機のボディには強度を増すために使われるグラスファイバーもテキスタイルです。ここでは織物以外のテキスタイルやテキスタイルの技法をご紹介します。

①編物(ニット)
1本の糸が連続したループを作り、そのループ同士が絡み合うことで面を形成する布地です。伸縮性と弾力性があります。
②不織布
織ったり編んだりせず、直接繊維をシート状に結合させた布地です。織物や編物よりも、紙の構造に似ています。
③フェルト
主に羊毛などの短繊維を熱や機械を使い繊維を絡めて作る厚めの布地です。縮絨フェルト、ニードルフェルト、圧縮フェルトなどがあります。
④組紐
数本の糸が互いに斜方に交差して組み合わされた、細巾のテープ状や円筒状の紐。靴紐や着物の帯締めなどに使われます。
⑤レース
糸を編んだり結んだりすることで、布地に透き間をつくり、布状に透かし模様を施したテキスタイルです。
⑥マクラメ
紐や糸を交差して結ぶことで装飾的な構造を作る技法です。小物やアクセサリー作りなど手芸用の技法として親しまれています。
5.ジャカード織機とドビー織機
織物を織る織機には様々な種類がありますが、山梨ハタオリ産地では、主にジャカード織機とドビー織機の2種類の織機が使われています。それぞれの特徴を見てみましょう。

①ジャカード織機(Jacquard loom)
フランスの発明家ジョゼフ・マリー・ジャカール(Joseph Marie Jacquard)によって1801年に発明された自動織機。複雑な柄のネクタイ、婦人服、金襴などの生地を織ることのできる織機です。

②ドビー織機(Dobby loom)
ジャカード織機の発明より約40年後の1843年に開発された、無地、縞、チェックを専門とする操作が簡単な自動織機。主にYシャツや、ジャケット、パンツなどの生地を織るのが得意な織機です。
6.山梨のルーツ「甲斐絹」とは?
明治から昭和初期にかけて山梨で織られていた代表的な織物を甲斐絹といいます。当時の甲斐絹は、芥川龍之介や太宰治など日本が誇る文豪たちの文学作品にも「美」や「粋」の象徴として登場するなど、その存在は広く民衆にも知れ渡っていました。 しかし、昭和10年代後半になると生産は減少傾向に転じ、戦後も回復することなくその歴史は幕を閉じることになります。現代では甲斐絹を織る技術は失われ、その名も人々の記憶から薄れ、幻の織物となってしまいました。
甲斐絹が生まれた理由
甲斐絹の特徴の一つとして、再現が困難な超絶技法が挙げられます。このような織物が生まれた背景には、消費地から離れた山間部に位置し、他の産地と比べて商売で不利であったことが一因と考えられます。当時の流行りのものを作るだけでは運搬コストが他産地と比べてかかってしまうため、山梨の職人たちは、簡単に真似することが難しい高度な技術を取り入れ、運搬コストを抑えることのできる、薄くて軽い高級な羽織の裏地「甲斐絹」を生み出したのではないかと考えられています。
海を渡ってきた甲斐絹
甲斐絹の「甲斐」は山梨の旧国名のため、山梨県発祥の織物だと思われがちですが、そのルーツはペルシャ湾の小さな島からもたらされた玉虫色の絹織物が関連しているという説があります。この絹織物は約400年前の南蛮船によって「KAIKI」として日本にもたらされ、それをもとに日本で作られたと言われています。その後、「海気」「海機」「改機」「加伊岐」「カイキ」などの様々な当て字が用いられていましたが、明治時代に入ると、この優美な輝きのある織物と国名である「甲斐」という言葉を掛け合わせ「甲斐絹」という字を一般的に使うようになりました。

見せる裏地!甲斐絹。
甲斐絹は主に羽裏として使われ、普段は見えないものでした。しかし、当時の人々は羽織を脱いだ時や、袖からチラリと見える瞬間に、甲斐絹の絵柄に込められた意味やメッセージを他者に伝えることで、言葉を使わないコミュニケーションを取っていたのではないかと思われます。一見わからない謎解きのような絵柄、短歌や都々逸などの情景が織物となり、それらを読み解くことで、人と人の間に新たな会話や交流が生まれていたと想像できます。
甲斐絹について詳しくは甲斐絹ミュージアムへ
7.山梨の代表的な織物8種


①裏地
羽織の裏地として主に使われた甲斐絹の後継者として、戦後の新しい産地の顔になったのが紳士服などの裏地です。甲斐絹の丈夫さや品質の高さが生かせたからなのか、裏地の中でも、より薄さと摩擦への強さが求められる袖裏地が最初に生まれ、次いで胴裏地が作られました。戦前は絹、戦後にはキュプラへと素材を変えながら産地の中核に成長しました。戦後から昭和40年代前半まで、作られた全織物の半分以上が裏地という時代が続き、現在も袖裏地は全国トップのシェアを誇ります。


②傘地
幕末に横浜開港より輸入洋傘が初めて上陸しました。その舶来の洋傘を研究した末に、日本で初めて洋傘地を誕生させたのが山梨ハタオリ産地です。以来、洋傘地は甲斐絹に次ぐ存在として成長し、フランスから伝わったジャカード織機をいち早く導入、明治32年には産地初のジャカード織の洋傘地が誕生しています。これを機に山梨ハタオリ産地は甲斐絹の技術に加えて、ジャカード織という新しい技を身につけていきました。昭和40年代には生産量、消費量などで世界一となった日本の洋傘を支えたのが山梨です。


③夜具座布
夜具地、座布団地は、甲斐絹、洋傘、裏地とともに、早い時期からの産地の代表的な織物です。当初は甲斐絹同様、シルクの平織りから始まりましたが、洋傘や緞子に用いられたジャカード織の技術が導入されると、華やかな嫁入り道具「婚礼夜具・座布団」としてブレイクしました。戦後のベビーブーマーが結婚適齢期となった昭和50年頃には、夜具・座布団地が産地の織物の4割に達しました。現在も旅館等で使われる座布団やお坊さんが使う座布団カバーなど、様々な生地が作られています。


④インテリア
カーテン地、壁紙などの織物は昭和30年代頃から作られるようになりました。戦前からある緞子(ブロケード)で培ったジャカード織の技術を発展したものとされ、甲斐絹の頃からの先染めにジャカード織が加わった豪華な紋織による布が、高級ホテルから大手住宅メーカーまでの需要に応え、日本の経済発展のなかで西洋化、高級志向化していくインテリアの変化を支えました。近年は産地で織られる生地の半分以上がカーテン地となり、インテリア量販店も大きな販路となりました。

⑤緞子
緞子(どんす)はブロケードとも呼ばれる、サテン地にジャカード織機による紋織り(織りで模様を出す手法)が施された豪華絢爛な織物です。山梨ハタオリ産地の緞子のサテンの光沢は「鏡のようなサテン」とうたわれました。織り方は甲斐絹とは異なりますが、細い先染めの糸を高密度に用いたことによる美しさは、甲斐絹直系の子孫といえます。戦前に当時の朝鮮への輸出で発展し、やがて内需中心になってからは、甲斐絹とジャカードの技術を融合した緞子の技は、産地の礎を築き上げました。


⑥服地
江戸時代の郡内縞から続く着尺を含めれば、服地は最も古い品目です。戦前に高級玉虫コート地として全国的に知られた和装のコート「雨ゴート」は、玉虫という点では甲斐絹からの流れも見受けることが出来ます。服地は多彩な素材や技術の幅を持ち、外観や風合いも様々です。婦人服地が統計に登場するのはバブル直前の昭和55年です。当時は有名ブランドの高度な要求に応えるため、これまで蓄積された技が総動員されたことでしょう。現代でもハイブランドの服地を多く手掛けています。


⑦ネクタイ
高密度なシルクのサテン地に模様を織り上げるネクタイ地は、甲斐絹の高密度・先染めの技術と、緞子(ブロケード)のジャカード技術の典型的な後継者と言えるでしょう。昭和26年から本格的に織られ出し、ブランドものをはじめ、礼装用の白生地や、学校や企業の制服用などにも販路を広げて成長しました。バブル最盛期の平成2年に生産量のピークを迎え、近年は逆風を受けながらも2000年代には先染ネクタイ地の国内シェア1位となり、日本を代表する産地となりました。


⑧ストール
スカーフ、マフラー、ストールなど首回りの織物は、洋傘地との相性がよく、春夏には雨傘や日傘、秋冬にはマフラーというように、シーズンもの同士を組み合わせて、傘生地生産の閑散期を打ち消す戦略を成り立たせることで広まったようです。ウール、シルク、コットン、リネンなど様々な素材を駆使して、量感のある柔らかな厚みをもつものや、空を舞うほどに薄いものなど、豊かなバリエーションが生み出されました。ご先祖様の甲斐絹からみると驚くほどの変化を遂げたアイテムです。
8.織物ができるまでの工程
-

①企画デザイン
織物の色や機能をデザインする工程です。色や柄はもちろん、たとえ無地でも、織物の風合いや用途を決めるための、さまざまな仕様を決定しなくてはなりません。たとえば、糸の素材、番手(太さ)、経糸・緯糸の密度や組み合わせ(織物組織)、撚(よ)り数、織り幅、後加工の種類などです。
-
②撚糸(ねんし)
製糸あるいは紡糸されてできた原糸に、必要な回数の撚りをかける工程。糸は撚りを掛けると強度が加えられ固い風合いになり、また撚り数を多くすると収縮力が生まれます。このように撚糸は糸の性質を左右する大切な準備工程です。複数本の糸を合わせて双糸や諸糸にするのも撚糸工程です。
-
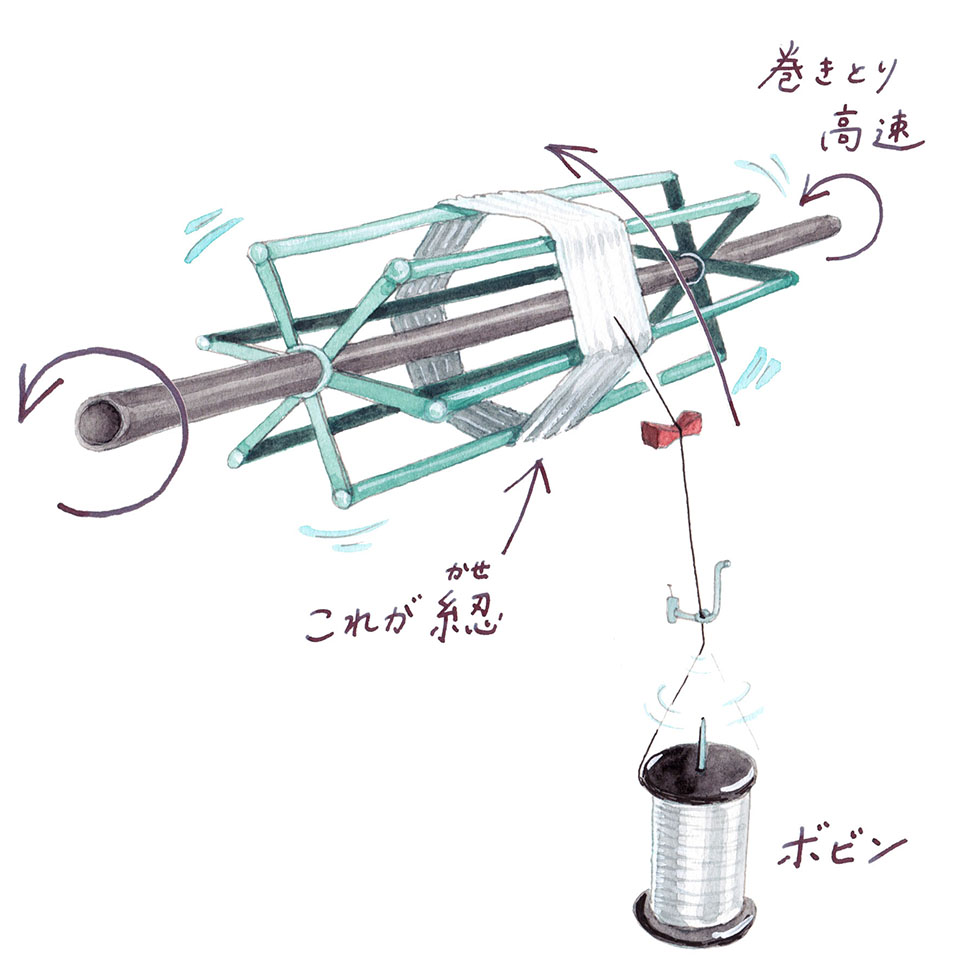
③綛上げ(かせあげ)
綛(かせ)とは、数百~1万数千メートルの長さの一本の糸を、直径40cm程度のドーナツ状にまとめたものです。糸を染色するときには、綛で染めるのが昔ながらの方法です。撚糸の終わった糸は、ボビンに巻かれているので、染色する前に、ボビンから綛に巻きなおすための工程、綛上げが必要となります。
-
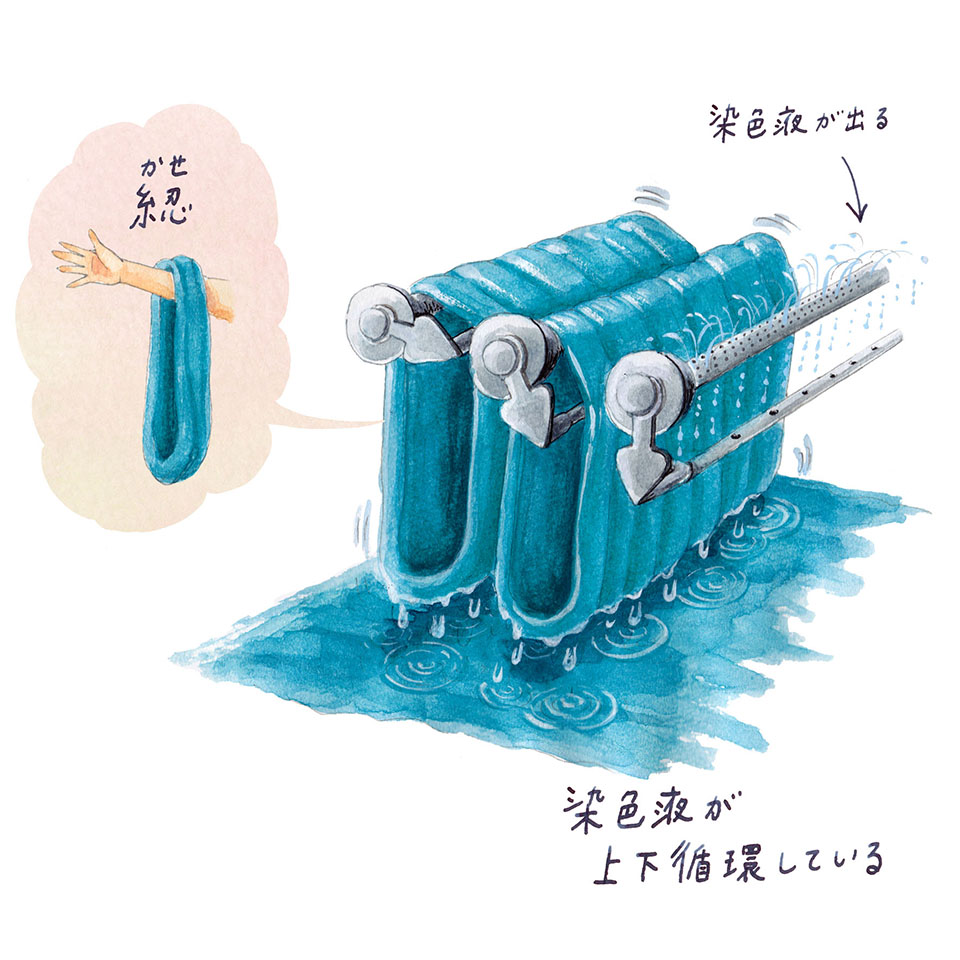
④染色
山梨ハタオリ産地では、染色のなかでも織る前に糸を染める「先染め」が主流です。染色工程では、正確に同じ色を再現することや、色落ちしないようにするための技術が求められます。糸への負担が少なく風合いよく仕上がる綛での染色以外にも、ボビンに巻いて染める「チーズ染色」があり、こちらは大量生産に適しています。
-
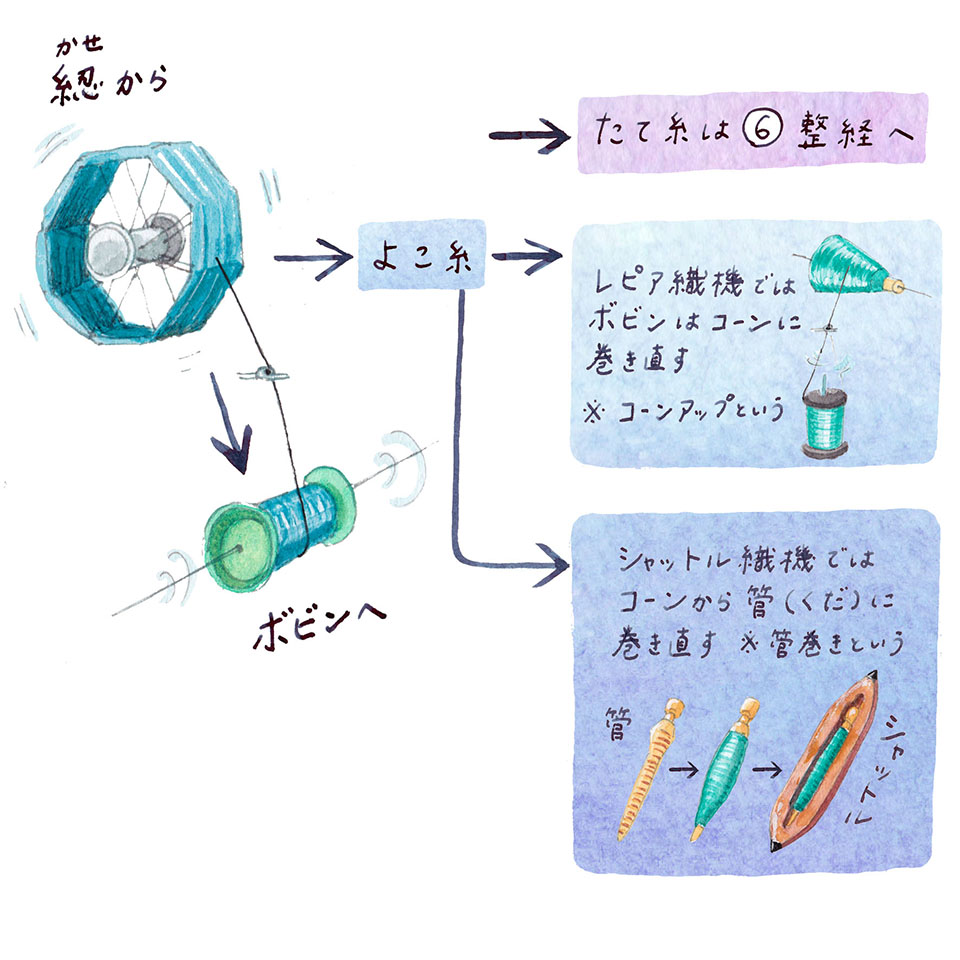
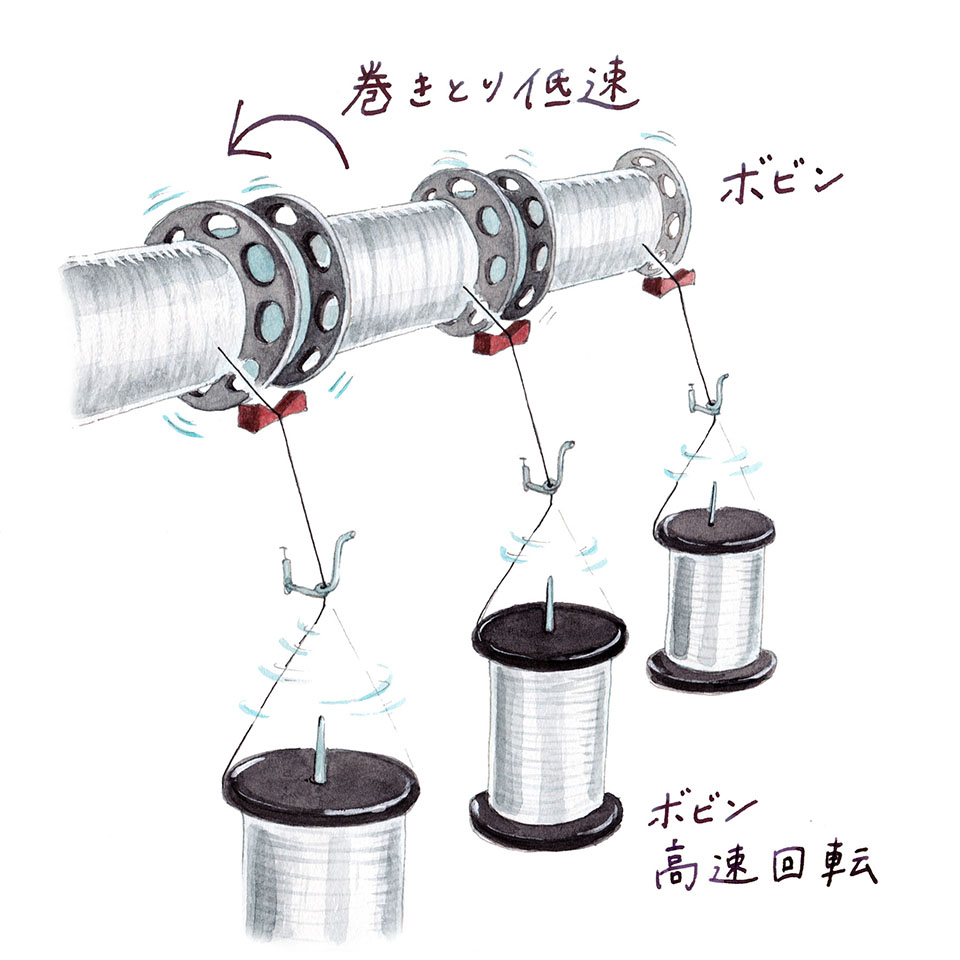
⑤繰り返し
染色の終わった糸を、綛から、ボビンに巻いた状態に戻す工程です。ボビンに巻かれた糸は、経糸の場合はこのまま必要な長さや本数などをそろえる整経工程に入ります。緯糸の場合は、レピア織機ではボビンからコーンに巻きなおし(=コーンアップ)、シャットル織機では、さらにコーンから管(くだ)に巻きなおして(=管巻き)から織ります。
-
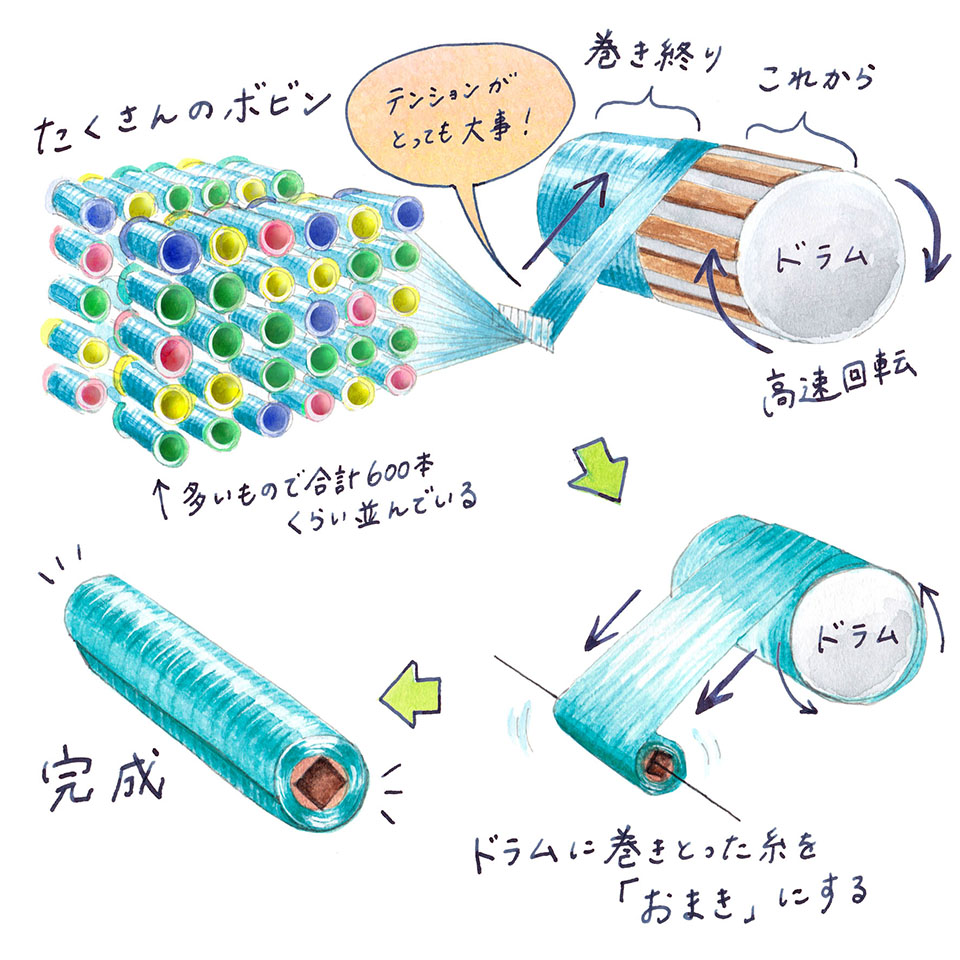
⑥整経
糸を決められた本数、密度、長さにしたがって並べ、「おまき」に巻き取る工程です。ボビン1本が経糸1本になるので、経糸1万本ならボビンは1万本分必要になります。しかし実際には部分整経では数百本のボビンからの巻き取りを数十回繰り返し、見本整経では1~4本程度のボビンから数千回巻き取って1万本にします。
-
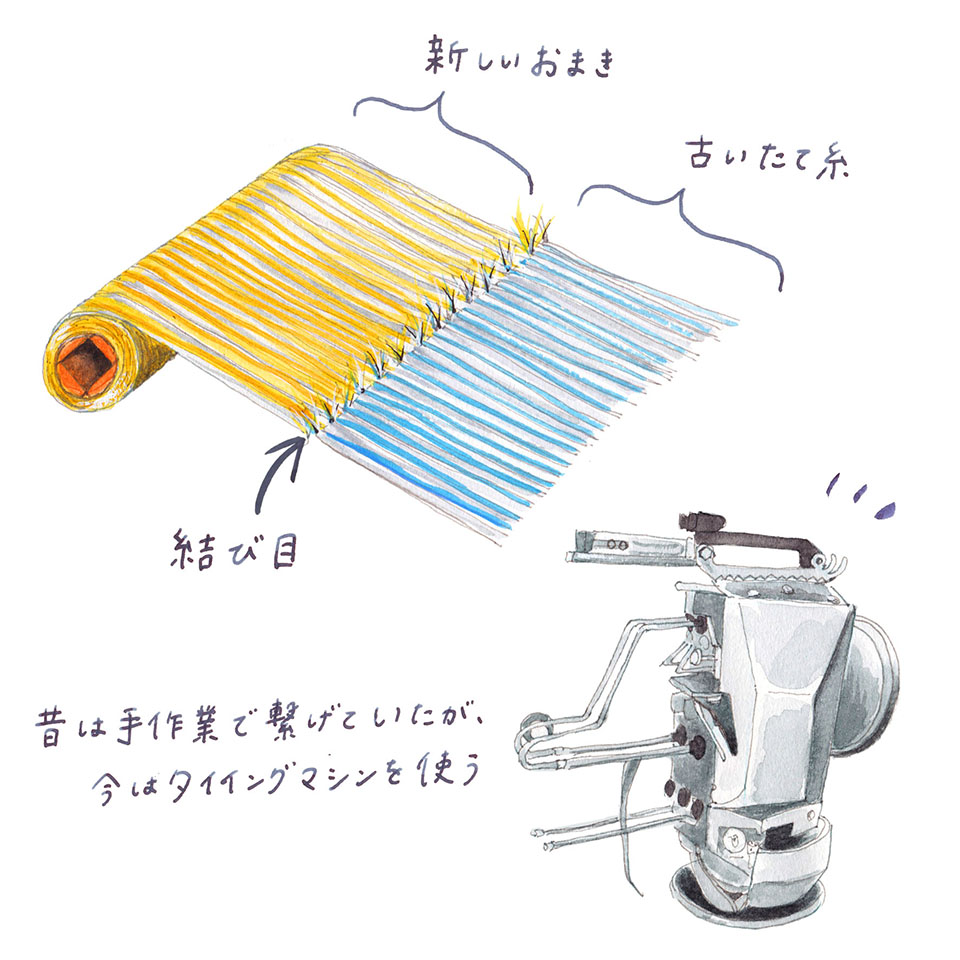
⑦撚り付け
織機にセットされたおまきを、新しいものに交換する際、新旧すべての糸同士を結び付ける工程です。1本のおまきには数千~1万数千本の糸があり、そのすべてを正しい順序、均等な張力で結ぶには高い技術が必要になります。昔は手で一本ずつ繋いでいましたが、いまは機械式のタイイングマシンを使います。
-
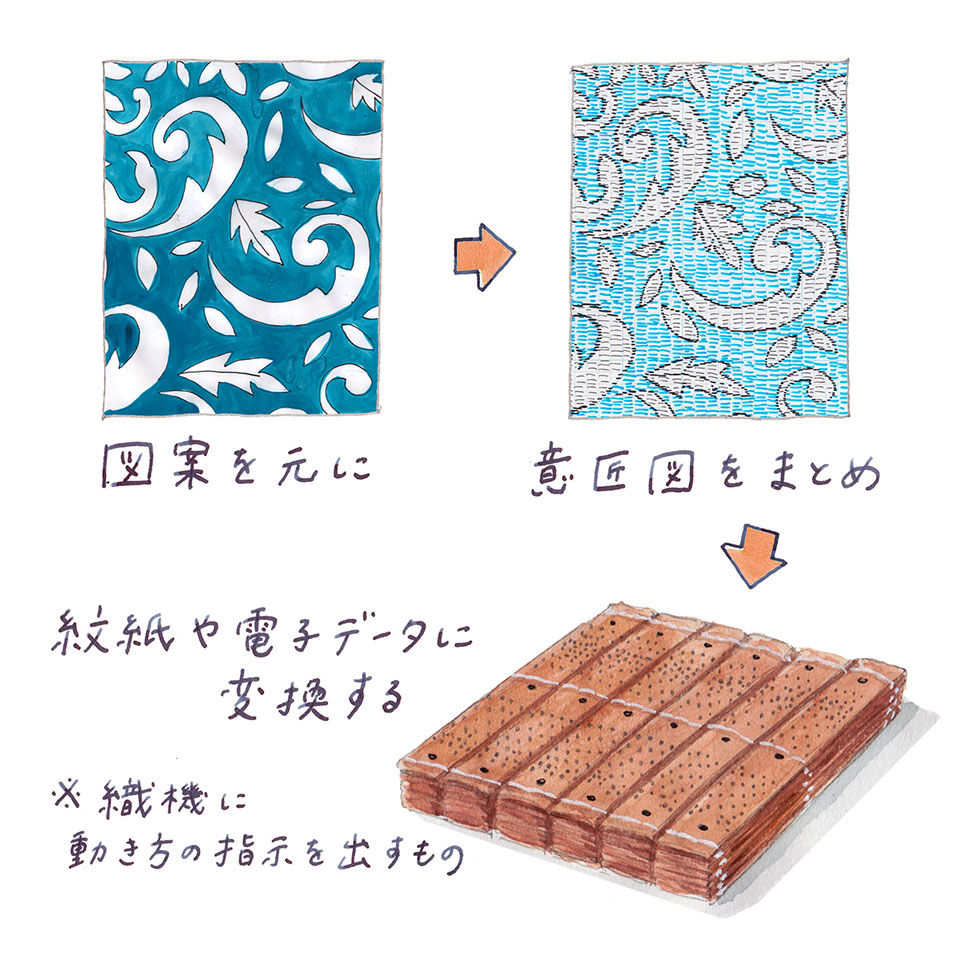
⑧紋意匠
織物を織るとき、経糸と緯糸の交叉(こうさ)を複雑に操ることで、織物組織の違いによる模様を生地上に描くのがジャカード織物です。紋意匠は、図案を織物上で表現するために、経糸と緯糸の組み合わせを考え、意匠図にまとめる工程です。意匠図は紋紙や電子データに変換されて織機に送られます。
-
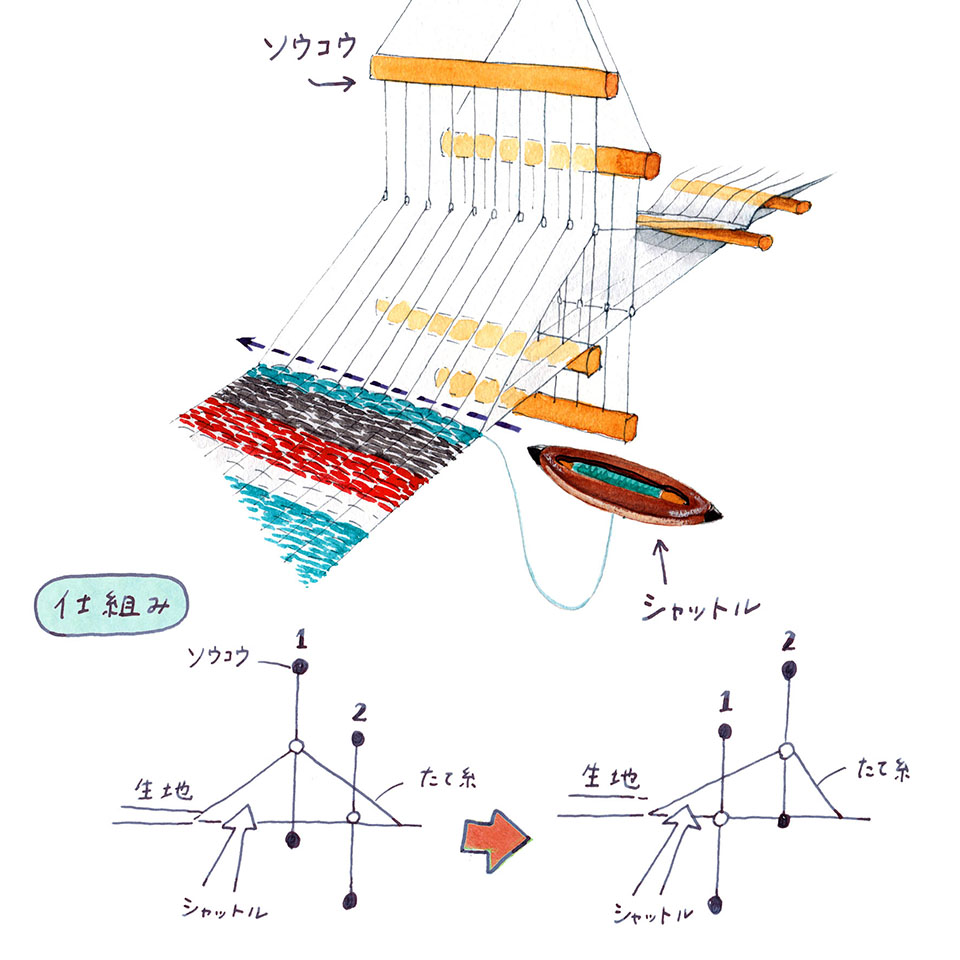
⑨製織(ハタオリ)
織機にセットされた経糸に、緯糸を織り込む工程です。緯糸を織り込むごとに、経糸を上下に分け「開口」させ、そのあいだに緯糸を通すことで、糸は生地に生まれ変わっていきます。経糸をどのように開口させるかで、無地やチェックなどを織るドビー織機と、複雑な柄が織れるジャカード織機に分類されます。
-
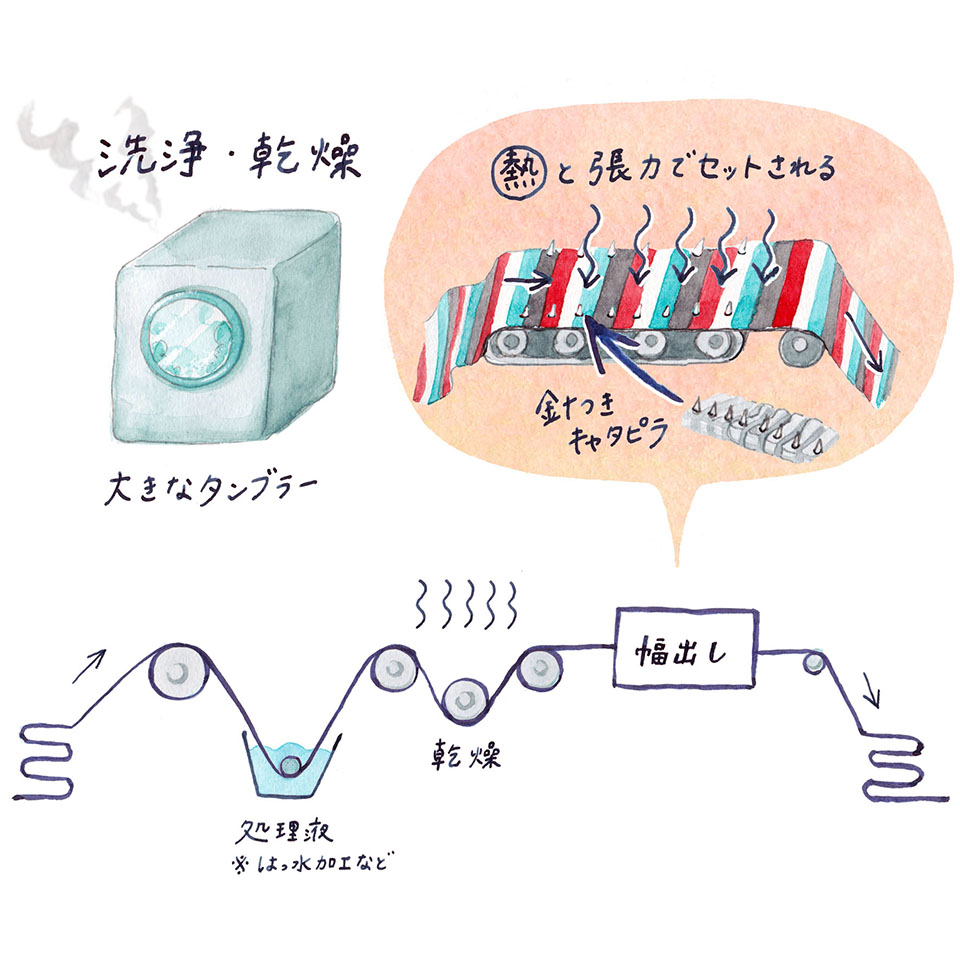
⑩整理加工
織り上がった生地を織機から下ろした状態を「生機(きばた)」といいます。生機は、整理加工により、洗浄、シワ伸ばし、幅の調整などの仕上げをしてから出荷されます。。整理工場では、整理加工と併せて、後加工として様々な機能を生地に与える機能性加工のほか、シワ加工や起毛などの風合い加工も行われます。
-
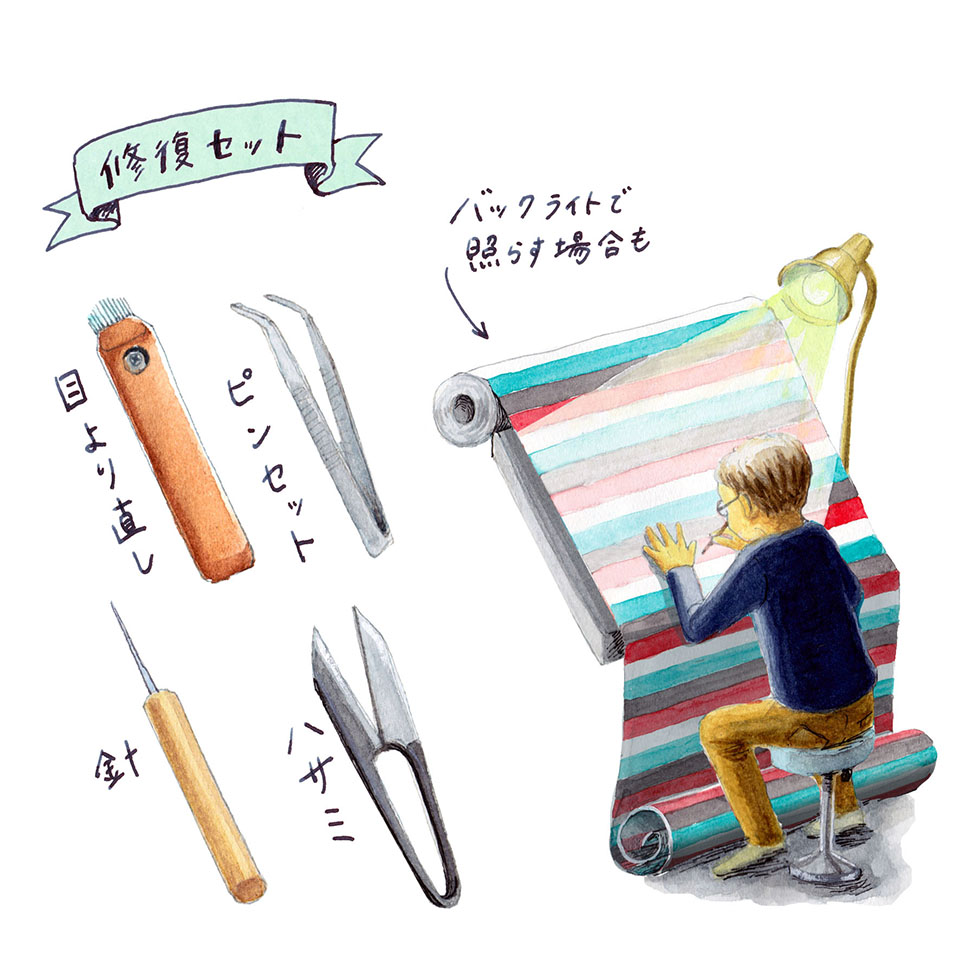
⑪検反(けんたん)
検反は、仕上がった生地に傷や汚れがないかをチェックする工程です。傷や汚れの種類によっては検反の途中で修復もします。わずかな傷や汚れもトラブルの元になるため、多いときには一枚の生地で裏表4回ずつ、合計8回の検反をすることも。職人の厳しい目と丁寧な仕事が品質を守っています。
9.織物を支える仕事
-

糸商
山梨ハタオリ産地では、カーテン地、ネクタイ地、洋服地など、さまざまな織物を作っています。シルク、ポリエステル、綿、キュプラなど、それぞれの用途に適した多くの素材があり、さらに番手(糸の太さ)や撚り数などを合わせると、無数ともいえる種類の糸が必要になります。それらを迅速に生産現場に提供するのが糸商の役割です。
-
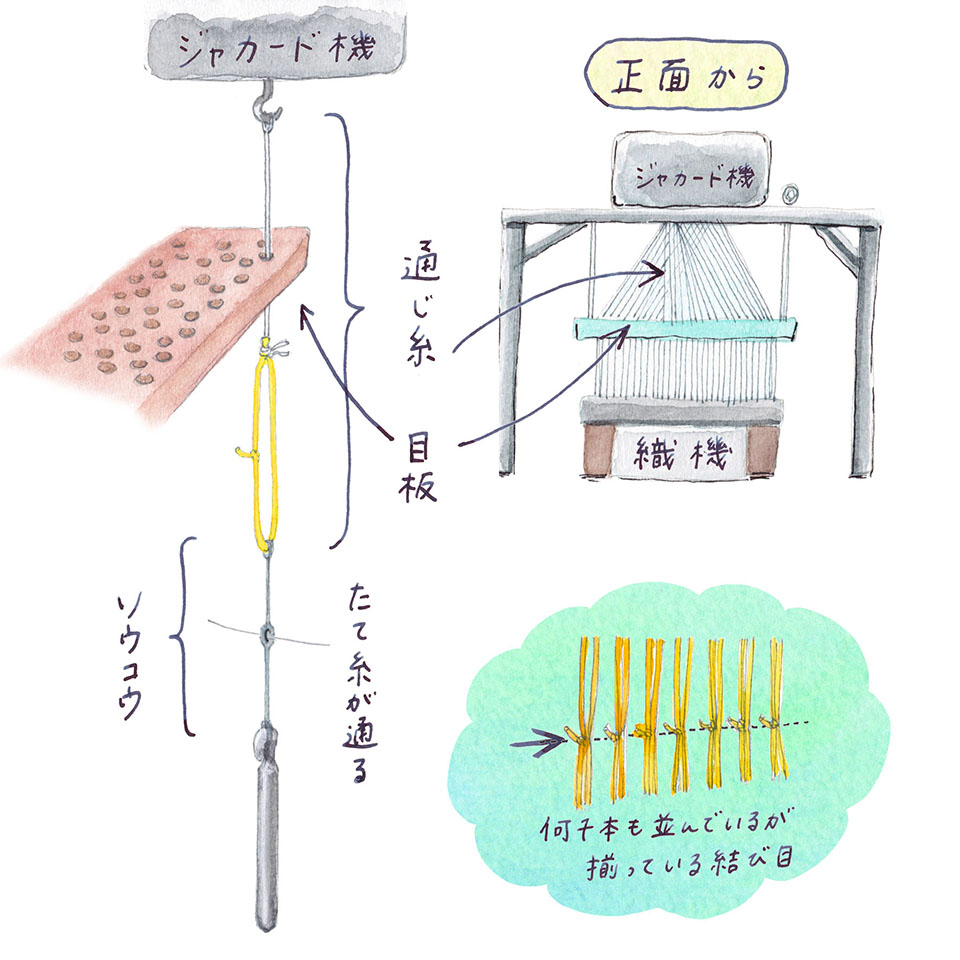
つりこみ
ジャカード織物では、経糸を一本一本操って複雑な模様を織り上げます。このとき、経糸を操り人形のように自在に動かすための糸を「通じ糸(つうじいと)」といいます。つりこみ職人は、ジャカード織機に掛けられた数千~一万数千本の経糸全てに対応する通じ糸を、織機にセットする工程を担う専門の職人です。
-
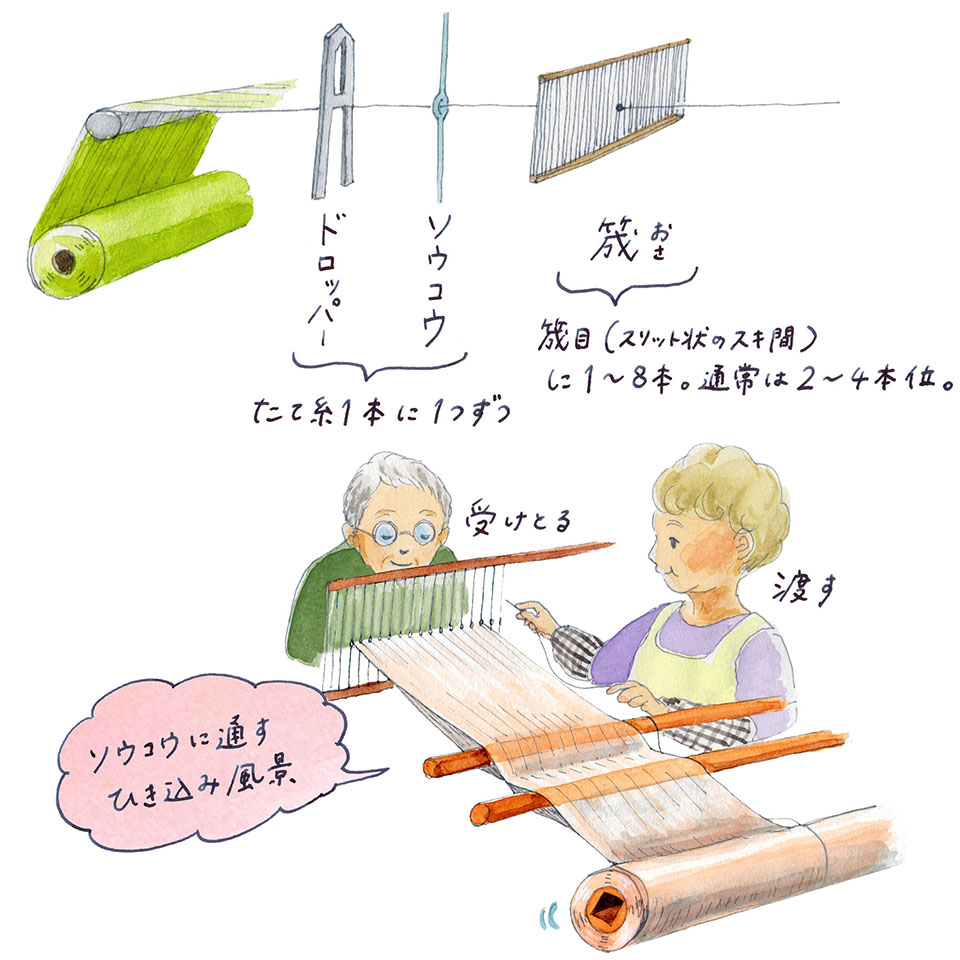
ひきこみ、おさぬき
織機は数千~一万数千本の経糸がそれぞれ、緯糸を通す道を作るために経糸を上げさせる道具である綜絖(そうこう)の小さな穴(綜目:あやめ)を通り、経糸切れを知らせるための部品、ドロッパーを通り、さらに筬(おさ)の細い隙間を通るようにして織機に仕掛けられています。ゼロから経糸をセットして織り始めるには、経糸すべてを通し直す、ひきこみが必要になります。
-
機屋番匠(はたやばんしょう)
織機の修理や組み立てなどを担うのが、機屋番匠という職人です。山梨ハタオリ産地の織機は古いものが多く、部品交換や修理をメーカーに頼ることができません。修理だけでなく、専門の織り方に合わせた改造や、部品から組み立てた織機が稼働するまでの調整など、様々な場面で機屋番匠の技が産地を支えています。
ハタオリマチで織物が出来上がるまでの各工程を
御覧ください。
撮影・編集 : 渡辺竜康
織物のこと
-

歴史
1000年以上も前から織り続けられてきたハタオリマチの歴史を紐解いていきます。
-
特徴
先染め・細番手・高密度・小ロット・多品種の織物を製造しています。
-

工程
糸を紡ぐ工程から後加工に至るまで、多くの職人が手を取り合い生産されています。







ハタオリマチの織物でできたノートブック




ハタオリマチの織物でできたノートブック
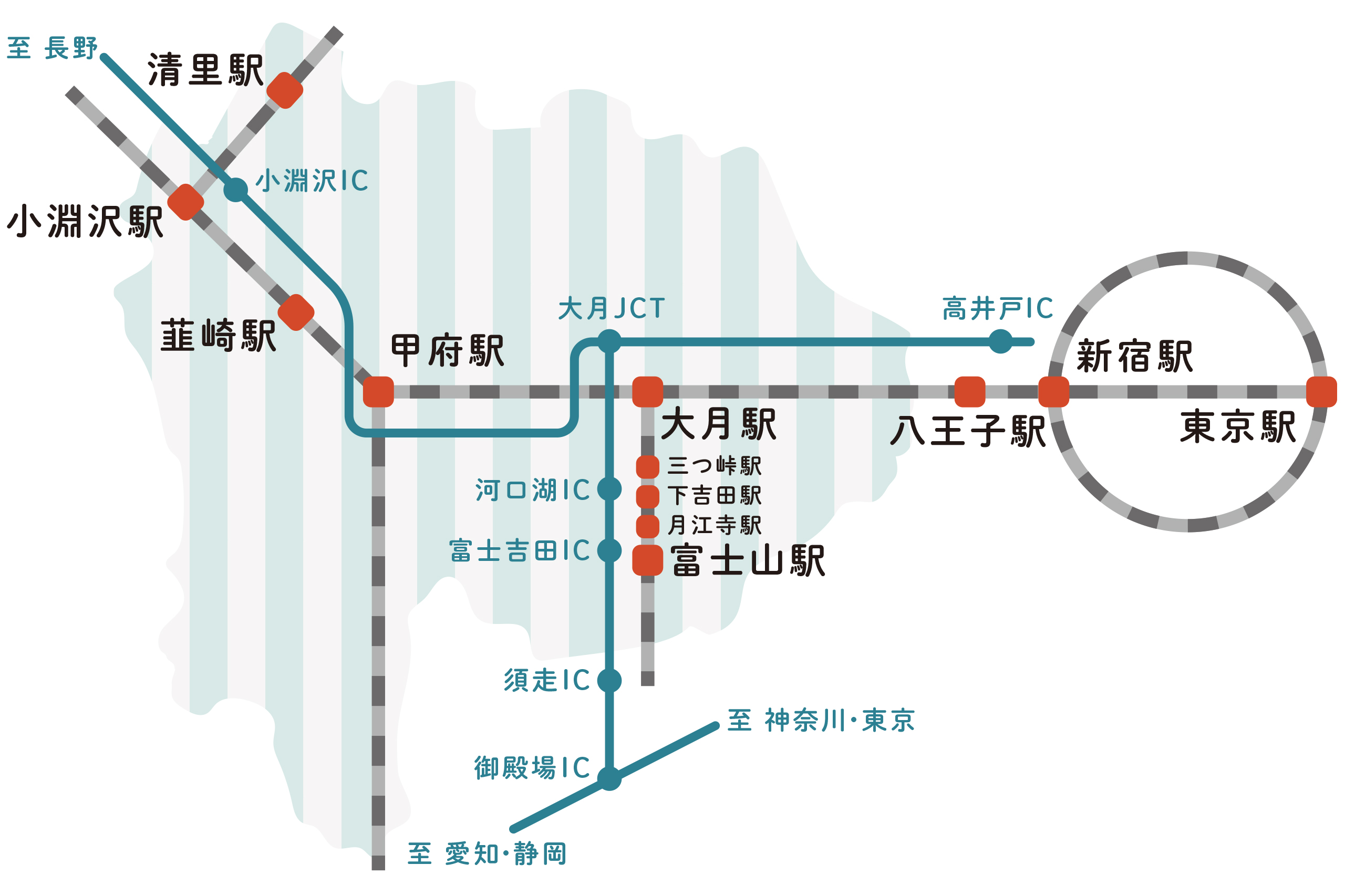
富士吉田市・西桂町までのアクセス
-
東京から電車
富士吉田市へ
新宿駅-(JR中央本線1時間40分、特急60分)-大月駅-(富士急行線50分)-「富士山駅」「月江寺駅」「下吉田駅」
西桂町へ
新宿駅-(JR中央本線1時間40分、特急60分)-大月駅-(富士急行線35分)-「三つ峠駅」東京から高速バス
富士吉田市へ
バスタ新宿-(中央高速バス【新宿~富士五湖線】1時間45分)-「中央道下吉田バス停」または「富士山駅バス停」
西桂町へ
バスタ新宿-(中央高速バス【新宿~富士五湖線】1時間40分)-「中央道西桂バス停」東京から車
富士吉田市へ
東京-(中央自動車道90分)-河口湖IC
東京-(東名高速道路90分)-御殿場IC-(国道138号山中湖方面20分)須走IC(東富士五湖道路25分)-富士吉田IC
西桂町へ
東京-(中央自動車道80分)-都留IC-国道139号線富士吉田方面20分






